24小時咨詢熱線:
18836269550
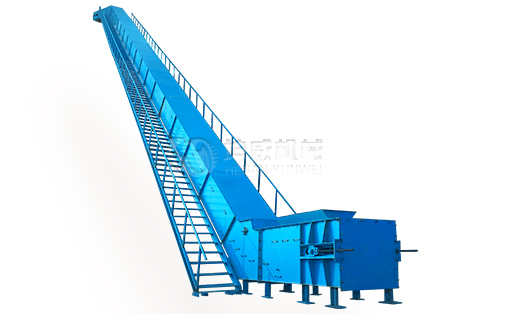
近期相信大家都對“大傾角輸送機擋邊皮帶在生產過程中應該注意哪些問題?”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
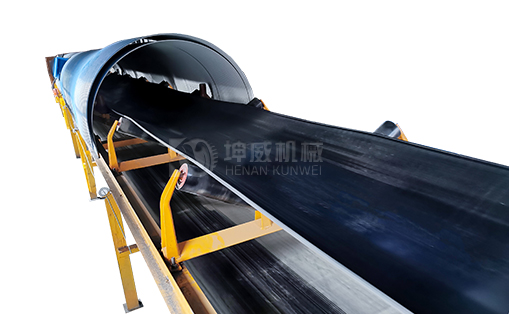
橡膠輸送帶的生產工藝為:混煉-壓延-擠出-硫化。
混煉是橡膠制品生產過程的第一步,它的任務是將配方中的生膠與各種原材料混合均勻,制成符合性能要求的混煉膠膠料,包括生膠的塑煉加工和膠料的混煉加工兩個主要加工過程。
壓延是利用壓延機輥筒的擠壓力作用使膠料發(fā)生塑性流動變形,將膠料制成具有一定斷面規(guī)格尺寸和幾何形狀的膠片,或者將膠料附著于纖維紡織物或金屬織物表面制成膠布的工藝加工過程。
擠出是使膠料通過擠出機機筒壁和螺桿間的作用,連續(xù)地制成各種不同形狀半成品的工藝過程。
橡膠制品生產的最后一道工序就是硫化,在這一工藝過程中橡膠制品的宏觀特征、微觀結構都發(fā)生了變化,從而獲得制品要求的物理機械性能和相應的使用性能。
而擋邊輸送帶由于其外形的特殊性,在生產時要求更為嚴格,接下來為大家介紹擋邊輸送帶在生產過程中應該注意哪些要點?
1、在成型前,仔細檢查輸送帶的質量和標準是否符合要求,若有不符之處,應停止投產,或采納必要的辦法。
2、帶芯的寬度要常常復量,否則將形成硫化上的困難。
3、輸送帶上的落膠、白條、壞布、油污、雜物、油布小塊等有必要除去或用汽油鏟除,待汽油蒸發(fā)后再開車。
4、輸送帶成型時如發(fā)現布層打褶,有必要修補完善,如發(fā)現空邊、卷邊現象,也有必要及時剪除并涂以膠漿,待溶劑蒸發(fā)后才干操作。
5、為了改善輸送帶運用時邊膠脫落,可增加邊膠的寬度,克服露布現象,還應進步輸送帶邊膠料的耐磨性能,疊層式結構的運送帶,可采納邊部梯形結構,進步運送帶邊膠與帶芯的附著力。
6、成型時撕下的膠布條有必要妥善寄存,以防粘牢或沾上油污、雜物后不能運用而形成浪費。
7、輸送帶接頭,拼條應符合工藝標準之規(guī)定。為避免接頭重疊,接頭應在布層表面上用蠟筆做好標記。
8、為了避免運送帶在硫化時形成的缺陷,可采納以下辦法:
布層的缺線有必要補好,線頭有必要剪除,以防運送帶硫化時起泡,嚴厲注意膠布帶芯、膠片的清潔,以進步膠層與布層的附著力,削減膠層和布層的起泡現象;受潮的膠布,有必要經過干燥后才敢運用。
以上就是坤威機械為大家整理《大傾角輸送機擋邊皮帶在生產過程中應該注意哪些問題?》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:大傾角輸送機擋邊皮帶在生產過程中應該注意哪些問題?
本文作者:河南坤威機械制造有限公司
上一篇:大傾角輸送機裙邊開裂怎么辦?
下一篇:大傾角輸送機無法啟動怎么辦?