收藏本站|網站地圖|聯(lián)系我們河南坤威機械制造有限公司
24小時咨詢熱線:
18836269550
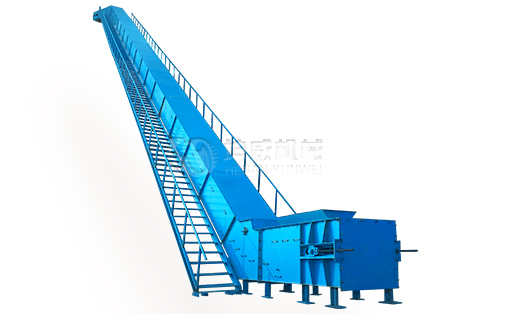
近期相信大家都對“詳細介紹大傾角皮帶機的安裝流程方法”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
1、基礎復測及交接驗收。
基礎復測是安裝皮帶機的初步,也是關鍵的一步,基礎復測要嚴格按相關機械設備安裝通用規(guī)范進行驗收,實測水平、標高、中心線。
2、設備構件清點及運輸?shù)轿弧?/p>
皮帶機構件普遍比較零亂,包括頭架、尾架、凹凸弧段機架外,其余如中間架、槽形托輥架、托輥,密封罩數(shù)量多,較零亂,需仔細清點。所有構件清點清楚后要運輸?shù)轿弧?/p>
3、頭尾架、凹凸弧段機架及中間架安裝定位、焊接首先,安裝時要通過找土建中心線,確定定位點,然后在機頭做一個線架,利用線墜,通過上下接點處的凸弧、凹線段材架做輔助,用一條鋼線做皮帶定位中心線。安裝時,調整頭架、尾架、凹凸弧段機架必須以定位中心線為準,偏差允許在規(guī)范規(guī)定之內。滾筒找正方法如圖所示,并做好詳細記錄
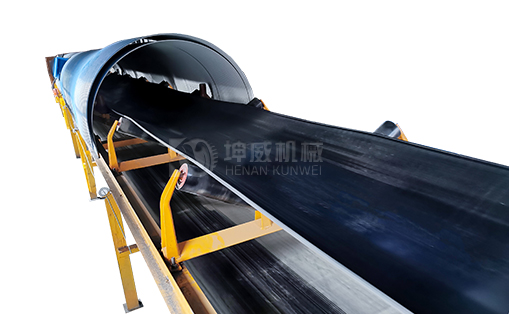
4、皮帶吊裝及敷設。
大傾角皮帶是無接頭整條環(huán)形皮帶,鑒于皮帶的特殊性,安裝時要清楚皮帶的重量,提前丈量皮帶的尺寸與實際安裝皮帶架的尺寸是否相符,根據(jù)重量與現(xiàn)場條件選擇吊車及鋼絲繩。為了防止損壞皮帶,利用無縫鋼管輔助吊裝,起吊時,鋼絲繩吊鋼管的兩頭。另外,起吊皮帶前,先要焊接頭架、尾架、凹凸弧段機架,并把以上機架的托輥、滾筒全拆開,待皮帶吊裝到位后,把皮帶穿到滾筒里,然后緊固螺栓緊固件,皮帶敷設完畢。
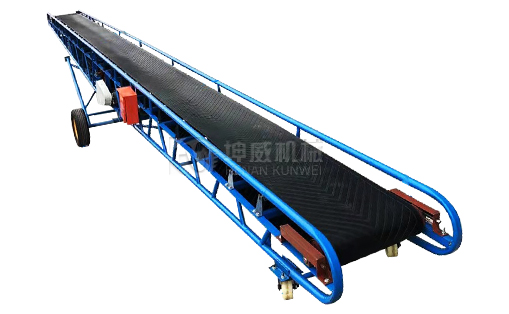
6、大傾角皮帶機皮帶運轉、調整皮帶跑偏。
皮帶敷設完后,把槽形托輥、調心托輥、立輥安裝完畢,接電源運轉皮帶,調整皮帶距偏。
7、皮帶機附件安裝及螺栓緊固。
皮帶跑偏調好后,開始安裝密封罩、頭部護罩、緊固螺栓、打磨刷油。
8、皮帶機試運轉,驗收合格
待附件安裝完成后,重新檢查,對螺栓、焊縫、遺漏項進行處理,末后,進行空負荷單體試車,交接甲方。
空負荷試車結果如下:
1、輸送帶運行時,邊緣與托輥側輥子邊緣端緣的距離為20mm(符合規(guī)范要求)。
2、尾部螺旋拉緊裝置調整靈活,大傾角皮帶機啟動運行時滾筒不打滑。
3、頭部驅動滾筒運行正常,無異響,軸承溫升符合規(guī)范。
以上就是坤威機械為大家整理《詳細介紹大傾角皮帶機的安裝流程方法》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現(xiàn)場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯(lián)系吧
本文標題:詳細介紹大傾角皮帶機的安裝流程方法
本文作者:河南坤威機械制造有限公司


掃一掃關注