熱搜詞:皮帶輸送機 螺旋輸送機 給料設(shè)備 篩分設(shè)備
收藏本站|網(wǎng)站地圖|聯(lián)系我們河南坤威機械制造有限公司
24小時咨詢熱線:
18836269550
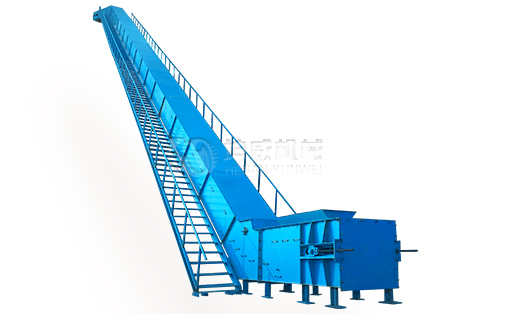
近期相信大家都對“帶式輸送機損壞托輥的原因”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關(guān)的內(nèi)容,坤威機械的小編精心整理了該話題的相關(guān)內(nèi)容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
帶式輸送機檢驗結(jié)果表明,軸承的摩擦阻力約占托輥旋轉(zhuǎn)阻力的1/4~1/8 。現(xiàn)在托輥選用的軸承型號為6204KA、6205KA、6305KA、6306KA等滾動軸承。一般對國內(nèi)外軸承的剖析,以為國產(chǎn)軸承在加工精度和資料熱處理等方面與發(fā)達國家根柢相同.軸承質(zhì)量選擇著作業(yè)壽數(shù)。現(xiàn)在,有恰當一部分生產(chǎn)廠家選擇賤價、低質(zhì)量軸承組裝托輥,其內(nèi)外徑標準精度、硬度和游隙都達不到技術(shù)標準要求。軸承杯質(zhì)量,軸承杯內(nèi)孔加工精度差,導致軸承在軸承杯內(nèi)周向竄動,是損壞托輥的原因之一。沖壓軸承杯,許3套沖壓模具完畢成品制作。沖壓模具質(zhì)量抉擇了軸承杯的質(zhì)量,也就抉擇了軸承的壽數(shù),究竟關(guān)聯(lián)著托輥的使用壽數(shù)。因而,托輥出產(chǎn)廠家,有必要盯梢查核和做處理判定,以保證是合格的采購控制清單名錄者,對購入的軸承杯嚴格按查驗規(guī)程進行查驗。軸承杯與托輥管體的焊接,軸承杯與管體的焊接質(zhì)量差,引起軸向脫開或塵埃和水浸入托輥軸承內(nèi)導致托輥損壞。
因而,有必要將軸承杯與管體的焊接列入托輥出產(chǎn)加工工藝流程圖中的特別工序和要害工序,專門擬定該工序的作業(yè)指導書,應選擇氬氣或CO2氣體保護焊進行施焊。作業(yè)指導書中關(guān)于焊接電壓、焊接電流、送氣流量、送絲速度、管體選擇線速度等參數(shù)做清楚給定。對施焊設(shè)備、焊絲資料和施焊操作者都要做驗證和標定。綜之,軸承杯與管體的焊接應作為特別工序點來控制,編制特別工序作業(yè)指導書。潤滑脂的選擇,潤滑脂選擇不當,就會引起軸承損壞,從而導致托輥損壞MT821-2006煤炭行業(yè)標準中清楚要求選擇3#鋰基脂,有必要遵照執(zhí)行。否則,托輥運轉(zhuǎn)幾小時后就會損壞。這兒著重的是:關(guān)于-25℃下運轉(zhuǎn)環(huán)境下的托輥軸承,有必要選擇特別型號的抵御低溫的航空潤滑脂。
以上就是坤威機械為大家整理《帶式輸送機損壞托輥的原因》的全部內(nèi)容了,(以上內(nèi)容僅供參考,具體情況需要具體分析,并不適用于所有現(xiàn)場。如有問題概不負責。)如果想了解更多關(guān)于輸送機的知識,請撥打我們的電話進行聯(lián)系吧
本文標題:帶式輸送機損壞托輥的原因
本文作者:河南坤威機械制造有限公司
 皮帶輸送機設(shè)備生產(chǎn)企業(yè)讓我們?yōu)槟疤峁狈判漠a(chǎn)品
皮帶輸送機設(shè)備生產(chǎn)企業(yè)讓我們?yōu)槟疤峁狈判漠a(chǎn)品

掃一掃關(guān)注