24小時咨詢熱線:
18836269550
近期相信大家都對“固定式皮帶輸送機安裝緩沖托輥的步驟”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
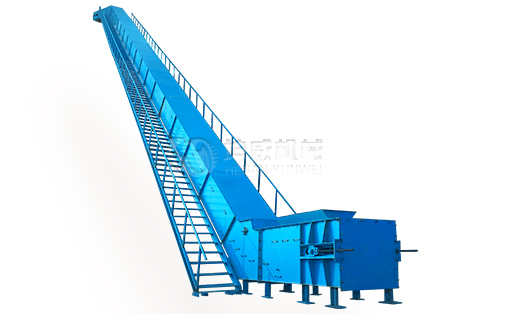
固定式帶式輸送機是指輸送帶同時作為承載與牽引機構實施物質運送的一類機械方式。固定式帶式輸送機主要由張緊裝置、托輥與機架、輸送帶、清掃裝置、制動裝置、機尾、機頭驅動裝置等組成。機頭驅動裝置是固定式帶式輸送機的關鍵部件,其具備張緊、驅動、逆止、制動與卸載等功能,按照機頭驅動站移設方式差異可分成非自行式與自行式兩種;機尾裝載站是輸送機的受料部位,其主要包括不帶驅動裝置的機尾站、帶驅動裝置的機尾站與帶拉緊裝置的機尾站三種類型,機尾主要包括機尾清掃器、機架、機尾滾筒與緩沖托輥組等部分。
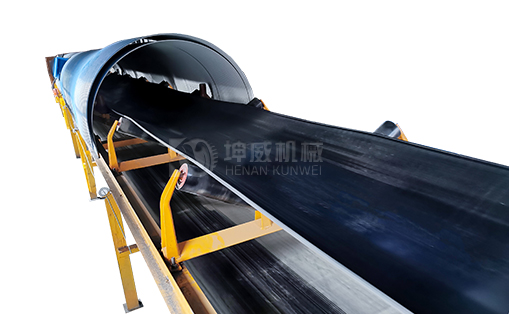
固定式皮帶輸送機的托輥常見主要包括:普通槽型托輥組、平行托輥組、調心托輥組、摩擦托輥組以及緩沖托輥組,眾多托輥類型中,緩沖托輥的作用主要是固定皮帶機的受料處,今天來為大家講解一下如何為皮帶機裝配緩沖托輥。
一、裝配緩沖托輥步驟:
1、輥件,軸承座焊接在筒皮兩側,焊縫采用二氧化碳氣體保護焊或1.4毫米以下J422焊條電弧焊。
2、輥皮與軸承座焊接前應清理干凈,輥皮內部刷防銹漆,焊接無咬邊現象;
3、裝配時,在軸承前后油室內加滿黃油,在密封槽及軸承內應加1/2空間的鋰基潤滑脂;
4、托輥輥子裝配后,在500N軸向壓力作用下,輥子軸向位移量不大于0.7毫米。帶速小于3.15m/s時,輥子外圓徑向跳動小于0.7毫米;
二、托輥在1米高度水平和垂直跌落試驗后,滾子零件應滿足以下要求:
1、滾子零件和焊縫不應產生損傷與裂紋,相配合處不得松動;
2、棍子軸向位移量不應大于1.5毫米;
3、裝橡膠圈,兩側用擋圈壓緊,然后電焊;
4、裝配完畢,應保持轉動靈活,裝配尺寸在圖紙要求范圍內;
5、周兩側安裝部位用潤滑脂保養。
以上就是坤威機械為大家整理《固定式皮帶輸送機安裝緩沖托輥的步驟》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:固定式皮帶輸送機安裝緩沖托輥的步驟
本文作者:河南坤威機械制造有限公司
上一篇:煤礦用皮帶輸送機事故預防措施
下一篇:長距離帶式輸送機運轉維護小知識